ORIGINAL SOURCE MATERIAL
Soft mud process
Preparation of the clay.—This step in the manufacture of clay products is of great importance, and on it success or failure often depend. No fixed rule can be laid down for the preparation of all clays. Two clays may have a similar chemical composition and yet their physical condition may be such as to necessitate entirely different modes of treatment. A particular clay may give the finest quality brick by the soft mud process, while if molded in a dry clay machine it will produce a brick that is absolutely worthless. There are clays on the other hand which make a good brick by several methods. In any case, however, whatever the method or the clay, it should be prepared, and the more thoroughly this is done the better. Many advocate weathering the clay. This will break up the clay and thereby lessen somewhat the expense of mixing but does not add to the quality of the finished product.
In the soft mud process the clay is usually prepared either in soak pits, ring pits or pug mills.
Hematite is often added to the brick to give it a nice red color. It is either added to the clay while it is being tempered in the pug mill or else the powdered hematite is mixed with the molding sand. The former way is undoubtedly the best, for in the handling and rubbing which a brick gets before it is finally placed in a wall, much of the molding sand is rubbed off and with it the hematite.
Soak pits.—These are the most primitive machines at present used for the preparation of clays. It consists of a rectangular pit about five feet deep and six feet square. The Long Island ones are usually rectangular in shape. Into this the clay and sand are dumped, water poured on and the mass allowed to soak over night, so as to thoroughly soften it. The following morning the softened material is shoveled into the machine. Two men — pit shovelers — do this, and it is highly important that they be men of intelligence and attend to their work, seeing that the right proportions of clay and sand are shoveled into the machine. From one third to one quarter is the amount of sand added. The operation of mixing the clay and sand is called tempering; the addition of sand is in most cases not necessary, as the majority of clays have sufficient of it admixed naturally. The object of the addition of sand is to counteract the effect of the alumina, by preventing a too great and uneven shrinkage of the brick. Coal dust is also added by some manufacturers and the advantage derived by its use will be mentioned under the head of burning.
When soak pits are used, two men dig the clay in the afternoon at the bank, while a third man levels off the material as it is dumped into the pit and also adds the requisite amount of water. He is called the temperer. In the morning the two diggers of the previous afternoon shovel the clay from the soak pit into the machine.
In many large brickyards separate gangs of men do the pit shoveling and digging of the clay.
Ringpits.—These temper the clay more thoroughly than soak pits, but are not so extensively used, possibly because it costs a trifle more to operate them. A ringpit, as its name implies, is circular, 25 to 30 feet in diameter, three feet deep and lined with boards or brick. In this there revolves an iron wheel, six feet in diameter and so geared that it travels from the center to the circumference of the pit and then toward the center again. In this manner the clay is thoroughly broken up and mixed with the sand and coal dust, if this latter be added. The pitfull is tempered in about six hours, and a pit holds sufficient for about 30,000 brick. The tempering is usually done in the afternoon so as to have it ready for the next morning. When the tempering is finished, a board is attached by ropes to the wheel and dragged round the pit a few times to smooth the surface of the clay; a thin crust forms on the surface and prevents the moisture in the underlying material from evaporating.
With ring pits there is a similar arrangement as with soak pits, the only difference being that the temperer previously mentioned is generally employed in the morning to wheel the clay from the ring pit to the molding machine.
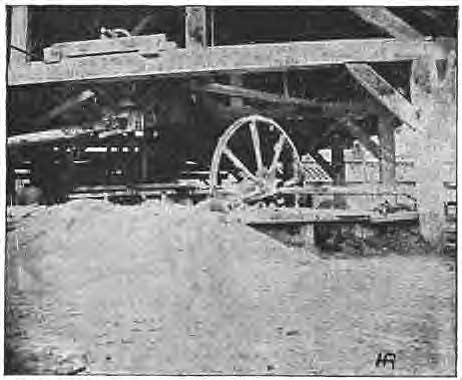
Figure 1 Ring pit for tempering clay
As a rule there are two ring pits to a machine, so that while the clay is being shoveled from one pit to the machine, the other pit is tempering clay for the next day, or two pits and two machines are used, but each pit in this case holds enough material for the daily use of two machines.
Pug mill.—This machine, like the ring pit just described, is used for thoroughly mixing the clay, or clay and sand as the case may be, before introducing it into the machine. It consists essentially of a semi-cylindrical trough, six to 10 feet long, in which there revolves a shaft, bearing knives set spirally around it, or a worm screw six or more inches wide. The material is put in at one end, and the knives or thread mix it up. At the same time it is worked along to the other end of the trough from which it is discharged into the machine. The pug mill may be closed or open; the former is better as there is a more uniform pressure on the clay while it is being tempered, and a more thorough mixing results. Water is also added from a faucet at the upper end of the trough until the clay is in the right condition. The angle of the knives with relation to the shaft can be changed so that the clay can be moved along slower or faster as it is desired. The trough of the pug mill is of iron or wood, usually the former. A pug mill, according to its size, will in 10 hours temper clay enough for from 25,000 to 60,000 brick. Pug mills take up less room than ring pits and do not require as much power to operate them. They will also, if desired, discharge the clay directly into the molding machine. They are used chiefly with stiff mud machines.
Molding.—Having prepared the clay by one means or another according to its character, and somewhat according to the machine to be used, the next step is to mold it into bricks. The old-fashioned method of molding bricks by hand is rapidly dying out, yet every now and then we come across a yard where it is still in vogue. In New York the soft mud process is the most used. There are a number of different types of machines but the fundamental principal of them all is the same. A soft mud machine consists essentially of an upright box of wood or iron and generally of a rectangular shape. In this is a vertical shaft bearing several knives horizontally. Attached to the bottom of the shaft is a device such as a curved arm, which forces the clay into the press box. The molds are put in at the rear of the machine and fed forward underneath the press box automatically. The empty mold sliding into place shoves out the filled one. A boy sands the molds before placing them in the machine in order to prevent the clay from sticking. The clay is fed to the machine at the upper end of the box. Often there is a pug mill attached to the machine. In all these machines the material gets an additional amount of mixing by the knives on the vertical shaft. In fact many brick manufacturers consider that the soft mud machine tempers the clay sufficiently to enable them to dispense with a pug mill or ring pit and use the old-fashioned soak pit. That they can make a very fair common brick thus is not disputed, but it is certain that with a thorough tempering of the clay, a better brick would be obtained in most cases. There is one type of machine, the Adams, used by several manufacturers on the Hudson River, which does not temper the clay, but simply forces it into the press box. Some form of tempering machine must, therefore, be used in connection with it. These soft mud machines have a capacity of about 5000 brick per hour, six being molded at a time.
Steam power is generally used to run the machines, but some of the smaller yards use horse power; this, of course, is much slower and not economical except for a yard of a small capacity. Some soft mud machines are more powerful than others, and indeed this is necessary. For instance a brick dried on pallets needs a much greater pressure applied to it, and has to be molded from stiffer material than one dried in the sun in the yard.
Four men are required to tend the machine. A " molder " who scrapes off the top of the mold as it is delivered from the machine and watches the consistency of the tempered clay, to see that it keeps uniform; a " mold lander " who takes the mold from the delivery table and places it on the truck; a " sander " who sands the molds before putting them in the machine, and a boy to watch the machine and stop it when necessary. Besides this there are four " truckmen " who wheel the bricks from the machine to the yard where they are dumped on the drying floor by two " mold setters." In the afternoon these men are employed in hacking the bricks and wheeling the dry ones to the kiln.
Drying — In New York State bricks made by the soft mud process are usually spread out on floors or set on pallets to dry. A few yards use tunnel dryers, but as these are more extensively used in connection with the stiff mud process they will be described there.
Drying should not be hurried. Bricks dried too quickly are apt to crack. They should also be well dried before setting in the kiln, and if this is not done the product is very apt to be poor.
Bricks made by the soft mud process are usually dried in one of three ways viz.: 1. Open yards, 2. Pallet yards, 3. Covered yards
The first method is the most used, the second next and the third least. In the first method the bricks are spread out on a hard floor, in the open air. This floor, which is about 200 feet long, is of brick, with a thin covering of sand, and is the "yard " proper. At one end of it are the molding machines, at the other end the kiln sheds. The yard usually drains toward one end, or from the center toward both. After a day's production has been spread out the boy who tended the machine in the morning goes along the rows and stamps them with a piece of board set on the end of a long handle. This is termed "spatting." After this the bricks are turned on edge by another boy who goes along the rows with a special tool, turning six bricks at a time. The next morning, if the weather has been pleasant, the bricks are "hacked," that is to say they are piled on each other in a double row 11 to 15 courses high along the sides of the yard and left till sufficiently dry to put in the kiln and burn. In case of rain the hacks are covered with planking.
Figure 2 Open Yard
The disadvantage of open yards is that the bricks are exposed to the rain, and if a shower comes while they are spread out on the yard, they become "washed," getting a rough, uneven surface. Washed brick are quite as strong as unwashed ones, but they bring 50 to 75 cents less a thousand. The washed brick amount to about 15 per cent, of the total production. (Quite recently washed brick have been employed for the fronts of buildings. They give a unique effect.)
Figure 3 Covered Yard
Covered yards.—These differ from the former simply in the addition of a roof. This roof is in hinged sections, which on pleasant days can be opened upwards, allowing the sunlight to enter, and closed to prevent washing of the brick in case of rain. Washed bricks are of course avoided by this method of drying, but the bricks do not dry so fast, and, therefore, more drying room is needed for a yard of the same capacity. There is also the expense of erecting the sectional covering.
Pallet driers.— By this method the bricks are dumped directly on " pallets " as they come from the machine. These latter are pieces of board long enough to hold six bricks. The pallets are then set on racks or cribs until the bricks are sufficiently dry to be set up in the kiln. There are both advantages and disadvantages to this method. As the bricks can not be spattered to keep them in proper shape, they must be firm enough to retain this themselves, consequently the clay must be molded stiffer, and to do this we must have strong machinery. Furthermore, a molding sand must be used which will allow the brick to slip readily from the mold, as it has been forced in tighter than a brick which is to be dried on an open yard. There is, of course, the expense of setting up the racks, but on the other hand the capacity of the yard is increased, the brick, though drying slower, are not subjected to a sudden drying, such as the sun of a hot summer's day is apt to give, and, therefore, perhaps warp or crack the brick. The brick are only subjected to one handling between machine and kiln. Some manufacturers claim that it is cheaper to make bricks on a pallet yard. A machine called a "pallet-squarer" has been invented by Mr. Swain of the Croton Brick Co. which is said to fulfill the functions of a spatter (See detailed account of yards). All clays are not sufficiently strong to permit drying on pallets.

Figure 4 Pallet Racks
Burning.—This is one of the most important steps in the whole process of manufacture. Nine tenths of the manufacturers who make common bricks by the soft mud process, burn them in temporary, up-draft kilns, or scove kilns, as they are properly called. The other one tenth use an up-draft kiln which differs from the preceding in having permanent walls. The following description of burning applies directly to scove kilns, but the principle, whether it be a temporary or stationary up-draft kiln, is practically the same. When the bricks are thoroughly dry, they are set up and burnt in "arches," several of which go to make up a kiln. The number of bricks in an arch varies from 35,000 to 40,000. An arch is about 40 courses high, and about 15 arches make up a kiln. The open portion of the arch is about 14 courses high, and the bricks above the arch are set three one way and then three on top at right angles. They are kept slightly separated by putting small pieces of clay in between them. The first row of brick on top of the arch is called the tie course, and the first 14 courses, including the tie course, above the arch are called the "lower bench," and the rest of the courses above are called the "upper bench." When the arch and lower and upper benches have been set, brick are laid flat over the top of the kiln; this is the " raw platting," and then on top of this is laid burnt bricks at right angles to those of the raw platting; this is the " burnt platting " Hanging from the roof of the kiln shed at the same level are a number of bricks which serve as a guide for height in building the kiln. A wall of two thicknesses of "double- coal" brick is put around the outside of the kiln, scoving the kiln it is called, and this is "daubed" over with mud. The daub is to prevent any air entering except through the doors. These latter consist of an iron frame about 14 inches high, with an iron plate to close the opening; the frames are set in the courses of double-coal brick, at the bottom of the arch on both sides of the kiln. Double-coal brick have six or seven times as much coal dust in them as others, and are used for placing around the outside of the kilns. The combustion of the coal in them, the manufacturer claims, supplies the necessary amount of heat to the outer portion of the kilns which are not sufficiently heated by the arch fires. Double-coal bricks sell for about $2.50 per 1000, and usually bear some distinguishing stamp, but they are not as strong as the other brick. It takes two setters and four wheelers about one day to set an arch of 35,000 brick; two men will daub the outside of a 15 arch kiln in one day.
Having "walled-up" the kiln with double-coal brick and daubed it over, the next step is to start the fires and burn the bricks. The principle of the process is essentially the same, whether wood, coal or oil are used as fuel.
First, every alternate brick of the "burnt platting" is stood on end to allow the "water smoke " or steam to escape as quickly as possible. A fire is then started in the mouth of each arch. When coal is used the fire is started on the windward side of the kiln so as to allow the smoke to blow through the arches.
The fire is also started from the other end of the arch, and the two fires are then built up slowly till they meet in the middle. The time of crossing the fires varies; with machine-made bricks the fires should not be crossed as quickly as with hand-made ones. Along the Hudson the time of crossing is from 40 to 60 hours. The steam should escape evenly all around the top, and the upper limit of the fire should follow directly on it, the steam acting as a blanket, and its lower limit should be even. It is the duty of the foreman to watch the burning carefully, and increase or ease up the steam in any one arch, according as it is coming off too- slowly or too rapidly. The fires are increased until the "water smoke" changes to a bluish black smoke, and at this point the fire can be seen at night time coming from the top of the kiln. The kiln is now "hot" and the bricks commence to shrink or "settle" and all the platting is turned down. Up to this point care must be used to gradually increase the heat. The bricks now get their heaviest heat, and the oxides of iron are changed to the anhydrous peroxide, giving the bricks their red color. If the heat in the arches is too great, the bricks run, stick together or become distorted and cracked. After the firing has been done the doors are all closed and plastered over to prevent any air from entering.
If the bricks are put into the kiln before they are sufficiently dried, or if they are heated too quickly, they are liable to crack.
In the case of coal, grates have to be put in a few inches above the level of the floor, and for oil, burners are needed.
After a kiln of bricks has been burned the ends of the arch bricks are often black, caused by the particles of dust and carbon which have been carried upward sticking to the brick when they were in a soft condition, due to the high degree of heat.
As to the action of the coal dust in the brick. At first while the brick contains water, there is no access for the air to the particles of coal. However, as the firing proceeds, the water is driven off leaving the brick porous, allowing the air to enter for the combustion of the coal. Particles of lime and lumps of clay cause a splitting of the brick. Insufficiently burnt bricks are called "pale" and sell for $3.75 per 1000.
The kilns take several days to cool, and, when cool, the bricks are put on wheelbarrows, and taken to the freight cars, or barges, and then shipped to the market. If the kiln shed is not situated along the dock, the barrows are put on a car, which is run down a track to the scow. The time of burning is from five to seven days with wood and four to five days with oil. The cost of burning with wood is 60 to 75 cents per 1000 brick, and with coal the cost of burning is 40 to 50 cents per 1000. Burning with wood is the cheapest method as far as implements are concerned. With coal there is the cost of grates and with oil there is a royalty of $160 to be paid on every burner. The latter is, however, the cheapest method as regards the price of fuel. The great majority of the yards along the Hudson use wood, a few use coal and two or three use oil. With coal and oil the heat can be better regulated than with wood. Another important point is the amount of pale brick produced. Most of the yards in New York burn their bricks in scove kilns. In these there is sometimes a loss of as much as 50,000 to 75,000 in a clamp of 500,000 bricks, while in a permanent kiln such as the Wingard or similar, the amount of pale brick is said to be not over 25,000 usually. Again in the case of permanent kilns, it takes no more, if not less, time to set the bricks and there is less daubing to be done. Regarding the amount of labor required in burning, one man is supposed to tend three arches.
Stiff mud process
This is so called from the fact that the clay is molded quite stiff, being forced from the machine in the form of a hard bar which is cut up into brick.
The clay is sometimes prepared in pug mills which have been previously described, but pan crushers are mostly used for this purpose in New York.
Pan crushers.— Of these there are two classes, viz : Dry'pan crushers and wet pan crushers. The former pulverizes the material as it comes from the bank, the latter tempers it with water. In either case the crushers consist of a circular pan in which there are two iron wheels revolving on a horizontal axis. They are made to revolve by friction against the pan which is rotated by steam power. In a dry pan the bottom is perforated and the wheels weigh 2000 to 5000 pounds each. The wet pan has a solid bottom, in which there is a door through which the material can escape when sufficiently tempered.
A good dry pan will grind 100 tons in 10 hours through one- eighth inch screens.
Two scrapers are placed in front of the rollers to throw the material in their path. In a wet pan water is added to the clay and when a charge is sufficiently tempered it is removed either through a door in the bottom of the pan, or else by means of a shovel attached to a long pole and pivoted on an upright support. Wet pans are more expensive than pug mills and require more power to operate, and they do not temper the material as evenly. They are, however, better adapted for tough and shaly clays.
Stiff mud or wirecut machines.— Their name indicates the nature of the process. The clay is tempered quite stiff, and charged into the machine from which it is forced in the form of a rectangular bar whose cross section has the same area as the greatest plane surface or end of the brick. The bar of clay as it issues from the machine is received on the cutting table, and is cut up into brick either by means of a series of parallel wires set in a frame which slides across the cutting table, in which case the machine stops when the bar has issued a certain length, or else the bar of clay issues continuously, and is cut up by means of wires on a revolving frame. The former method is usually employed in connection with the plunger type of machine and the latter with the auger type.
The plunger machine consists of a large iron cylinder into which the clay is charged, and from this it is forced out through the die.
The auger machine consists of a cylinder with a conical end. In this is a horizontal shaft bearing a screw or knife blades so set that their action will force the clay forward. At the forward end of the shaft is an iron screw which forces the clay out through the die. The clay is fed at the large end of the cylinder. It will thus be seen that the clay undergoes a large amount of compression and that considerable power is required to force it through the die. Auger machines are either end cut or side cut according as the area of the cross section of the bar is the same as the end or side of a brick. The great objection to this form of brick machine is the spirally laminated character which the brick has, owing to the manner in which the clay is forced through the die. Nevertheless this machine is extensively used at the present day, especially in the manufacture of paving brick. It has a large capacity, 60,000 brick being not an unusual output for 10 hours. The capacity of the auger machine is often increased by causing two streams of clay to issue from it and certain machines are said to have produced 150,000 brick per day. Plunger machines have a capacity of 25,000 to 30,000 per day.
The green bricks are usually piled on cars and these are run into heated tunnels to dry. If soft mud bricks are dried in tunnels then the cars must have racks on which to set the pallets bearing the bricks. Stiff mud bricks can, however, be set on each other setting the bricks of two successive courses at right angles to each other. Each car carries about 360 brick. Tracks are laid from the machines through the tunnels to the kilns. The tracks are laid in two directions only, at right angles to each other, and turn tables are placed at the points where tracks intersect. The tunnels are built of brick or wood. They are about five feet high and four feet wide. Several methods are used to heat the tunnels. There may be a fireplace at one end and a system of parallel flues under the tunnel to conduct the heat. A second method is to use steam heat, the pipes being laid along underneath the floor of each tunnel or along the sides. Exhaust steam is used in the day time and live steam during the night. Another method is to heat the tunnel by a hot blast. In a good dryer the natural draft should be sufficient to draw the air through the tunnels. Six or more of these drying tunnels are usually set side by side. Artificial drying takes from 24 to 36 hours. The green brick are put in at the end nearest the machine and the cars with the dry ones drawn out at the opposite end. It is of importance that the capacity of the dryers should not exceed that of the kilns. Artificial dryers have the advantage of permitting a plant to be run all winter. The cost of flue dryers is set at 25 cents a thousand brick with coal at $2.50 per ton.
Scove kilns, clamps or down-draft kilns are used for burning the product. The principle of burning is much the same in all three, although many manufacturers claim that the burning can be better regulated in clamps and down-draft kilns, while others claim the opposite. In the latter the bricks in the upper portion of the kiln receive the greatest amount of heat, whereas in a scove kiln or clamp, the arch bricks, which have to bear the weight of the overlying bricks, are heated the most and often become crushed out of shape. Regarding the rectangular and circular down-draft kilns, the latter are bound easier than the rectangular ones, this being of course necessary in order to prevent a bulging of the walls during burning.
Roll crushers.— This type of machine is extensively used in the preparation of tough or stony clays. They consist of two or four steel rolls, which revolve at different velocities. They are usually enclosed and the clay is charged into a hopper above them. The crushed material passing out below is received on a traveling belt and carried to the pug mill. Crushers are objected to by many on the ground that they make the clay flaky, in which condition it does not make a good brick. Subsequent pugging, however, usually does away with this. By many manufacturers rolls are used as a means of breaking up the stones and thus avoid drying the clay and screening it. There is no special objection to this unless the pebbles are limestone and then they should not be allowed to enter the brick. Several forms of machines have been invented which, it is claimed, break up the clay and separate the pebbles at the same time.
Barrel sieves are sometimes used to get rid of pebbles in the clay. In this case the clay has to be first dried and broken up.
Dry clay process
The introduction of this method in the United States dates back 15 or 20 years only, it having been first introduced at Louisville, Ky. In New York it has not been in use over five years, and there are only five machines in use in the state. The clay after being dug is usually stored in sheds to dry. When ready for use it is taken out and charged into the disintegrator or dry pan, preferably the latter. Dry pans have been described in connection with the stiff mud process; as to disintegrators the New York brickmakers use a Steadman. It consists of a cylindrical flat box about three feet in diameter, within which two concentric wheels with iron arms revolve at a high rate of speed; the clay being thrown around between these is quickly broken up. If the clay is charged in too moist a condition it will not be thoroughly pulverized, at the same time it must not be charged too dry and thereby prevent the particles in the green brick adhering together. After passing from the disintegrator the powdered clay is carried by an elevator to the upper story where it is discharged onto a long screen inclined at an angle of about 4:5 degrees. The material which has been ground fine enough passes through the sieve and down into the hopper over the molding machine. The tailings fall into a hopper at the lower end of the sieve and are carried back to the disintegrator.
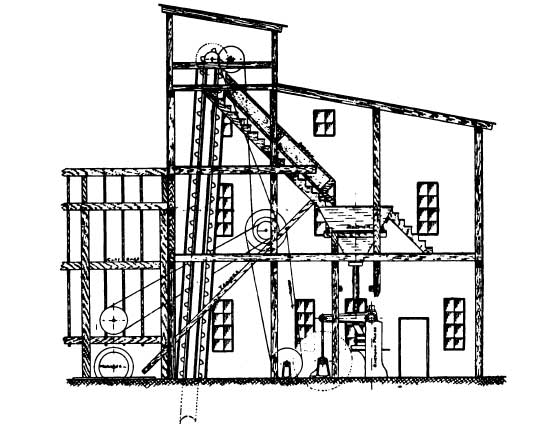
Figure 5 Dry Clay Plant
Now comes the molding, the manner in which it is done characterizing the process. The molding machine consists of a massive frame of forged steel about eight feet high. Three feet up from the ground is the delivery table, sunk into which is the press box. Connected with the hopper above the machine by means of two canvas tubes is the charger. This latter slides back and forth on the table. It is filled on the backward stroke and on its forward stroke lets the clay fall into the mold box. The charger then recedes to be refilled and at the same time a plunger comes down pressing the clay into the mold. As the upper plunger descends a lower plunger which forms the bottom of the mold moves upward, so that the clay receives pressure from above and below. The upper plunger then rises, and the lower plunger ascends until the lower surface of the brick is even with the table. Again the charger comes forward, shoving the green brick forward on the table, the lower plunger drops and the mold box is once more filled with clay. The faces of the mold are of hard steel heated by steam to prevent adherence of the clay. Air holes are also made in the dies, but are apt to become clogged up. The pressure from above is applied by a toggle-joint arrangement, and it is claimed by the manufacturers of the Boyd dry clay presses that the pressure exerted on each brick is 150 tons. One to six bricks can be molded at a time, according to capacity of machine. On a four-brick machine about 20,000 are molded in a day. As the molded brick are shoved forward on the table by the charger they are placed on cars and either taken to drying chambers or set directly in the kiln The green brick require great care in handling as they are very tender. Drying must be done very slowly to prevent cracking. Burning is usually done in down- draft kilns. The manner of burning does not differ essentially from that followed for other makes of brick. By setting directly in the kiln without previous drying it takes longer to water smoke. This in any case should be done very slowly and the burning should not be pushed until water smoking is entirely finished. It is claimed by some that one sixth to one quarter more fuel is required to burn dry clay bricks than those made by other processes.
The type of kiln used varies.
Cost of production
This item varies considerably depending on a variety of circumstances, such as the method of manufacture employed, cost of labor, locality, etc.
Brick manufacturers are generally unwilling to give information on this subject, and the figures given, therefore, can only be considered approximate.
The use of improved machinery and methods will often lower the cost of production considerably, but this generally requires a much greater outlay of capital than seems to be in most instances available.
By the hand power method the cost of manufacture is $3.75 to $4.00 per 1000 delivered at the yard. On Long Island where the soft mud process is almost exclusively used the cost is said to be $3.00 per 1000 delivered at the yard. Hudson River manufacturers quote the cost at $5.00 per 1000 delivered in New York city; this figure includes $1.25 for transportation and 25 cents per 1000 for commission
The brick yard is usually owned by the manufacturer but the clay bank is worked on one of the following bases :
1 The manufacturer owns the bank. This is by far the best and most profitable arrangement.
2 The brickmaker pays a certain rental, usually nine or 10 per cent.
3 The owner of the clay bank gets so much per 1000 brick. At Haverstraw this varies, for instance, from 25 cents to $1.25 per 1000. With this arrangement the manufacturer is bound to a certain amount of production.
Of the three methods for manufacturing brick, the soft mud process is the cheapest as far as first cost of plant is concerned, but it is probably not the cheapest to operate, as more labor is required. The other two methods used, the stiff mud and dry clay, require considerable outlay of capital. Less labor is required for operating either of the last-mentioned plants. The actual cost of production by either of these methods I have not been able to obtain. It is doubtful if the dry clay process is the cheapest, as the manufacturers of this class of machinery claim, for the economy gained, due to the shortness of the method, is probably counterbalanced by the increased time of burning and consequently greater amount of fuel used. With the soft mud process one man per 1000 brick is what the manufacturer figures, that is, if the yard has a capacity of 50,000 per day, a force of 50 hands is required to operate the yard.
As regards fuel, for instance, a saving of 30 cents can easily be made by using coal instead of wood, and gas is considered about 25 cents cheaper per 1000 than coal. Further economy may be made by the use of the proper class of machinery for haulage. Carts can usually be used economically up to 400 feet, beyond this it will usually pay to lay tracks and use cars hauled by horses. Above 600 feet steam haulage has been found economical. Self- acting planes and cable haulage have been used to advantage in a few instances.