BRICKMAKING in the USA: A BRIEF HISTORY
Background
The first bricks in the English colonies in North America were probably made in Virginia as early as 1612. New England saw its first brick kiln erected at Salem, Massachusetts in 1629. The Dutch colonists in New Amsterdam imported yellow bricks from Holland, which imparted a Dutch character to the architecture of the city. The excellent quality and abundance of local clays in the colonies made it unnecessary to import bricks from across the Atlantic. Brick-making centers developed in Fort Orange (what is now Albany), New York; near Philadelphia, Pennsylvania; and Burlington and Trenton, New Jersey, as well as along the Raritan River.2
CLICK TO READ ORIGINAL SOURCE MATERIAL:
"Method of Manufacturing Brick," NY State Museum, April 1893
Brickmaking Processes
PREFACE: There are three processes used in making bricks, varying primarily in the amount
of water mixed with the clay.3
- STIFF-MUD/EXTRUDED: In this process, used for most building bricks, only enough water is added to the clay to make it into a stiff paste that can be extruded through a
die into a long ribbon or column of clay. The clay is sliced into brick-sized chunks
by a brick cutter, a machine with a series of cutting wires. A vacuum pump may be
used to remove air from the clay to make it stronger and easier to handle.
- DRY-PRESSED: In this process, the clay mix is only dampened. The clay is then
compressed under high pressure into molds, This method is used for face and refractory
brick. Since there is little water in the mix, the bricks can be fired without long
drying periods.
- SOFT-MUD: In this process, more water is used to make a soft paste of clay. Molds are dipped in sand or water to prevent sticking, and the paste is pressed into
place and allowed to dry. This method is used for all hand-made bricks and is the method we will focus on in this history.
How Bricks Were Made With the Soft-Mud Process
from the Mid 1800s to the Early 1900s
1. PREPARING THE INGREDIENTS
The main ingredients were clay and sand or shale. The clay was dug from the shore or from under bodies of water (such as the Hudson River). Beach sand mixed in very well and improved the quality of the brick, but in some places along the Hudson there was up to 12 inches of oyster shells lying on top - these had to be removed, as the chemical reaction from the slaked lime would crack the brick.
The clay had to be dredged in early spring or late fall to allow time for seasoning and all the water had to drain off. Next, the clay was screened to remove rocks and the shale and clay were ground into powder by a crusher and stored.
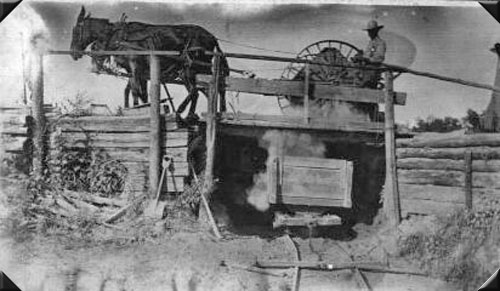
Here a team of mules and horses is being used to haul a two-wheeled scraper to a platform where the clay powder was dumped into small, side-dumping railroad carts called "dinkies" which were pulled by cables or small locomotives.
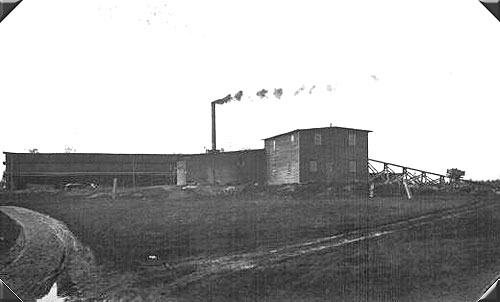
The powder was brought up to a "Pug Mill" via a long incline as seen on the far right here at the
Leonard Brick Factory in Delton, Michigan
In the Pug Mill, water was added to the powder and the clay and sand mixture was soaked, stirred and kneaded with large augers or wooden paddles until doughy. This step was called tempering or pugging and was the hardest work of all. In the mid-1800's horse driven pug mills were invented.
The clay was removed from the soaking pit or pug mill by a temperer who delivered it to the moulding area.
2. MOULDING

Note the brickmold being held by the lad on the left. These are some of the Leonard brickyard employees. (George Leonard is second from the left.)
Before the invention of steam-driven machines, bricks were moulded by hand. A great description of this is on the web site Ricks-Bricks:
"The assistant brick moulder was called the "clot" moulder and he would prepare a lump of clay and give it to the brick moulder. The brick moulder was the key to the operation and he was the head of the team. He would stand at the moulding table for twelve to fourteen hours a day and with the help of his assistants could make 3500 to 5000 bricks in a day. He would take the clot of clay, roll it in sand and "dash" it into the sanded mould. The clay was pressed into the mould with the hands and the excess clay removed from the top of the mould with a strike, which was a flat stick that had been soaking in water. This excess clay was returned to the clot moulder to be reformed. Sand was used to prevent the clay from sticking to the mould."
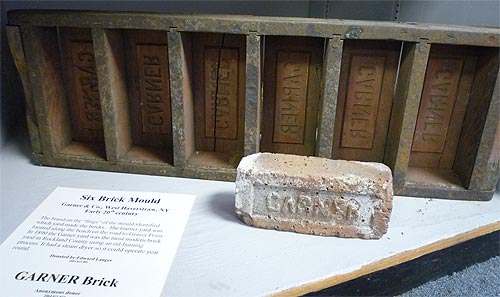
GARNER Six-Brick Mould
(Courtesy: Haverstraw Brick Museum)
"Single, double, four or six brick moulds were used. The single brick mould had an advantage in that a child could carry it to the drying area. Beechwood was the preferred material for the mould for it was claimed that the clay would not stick to it. The top of the mould was laminated with iron to prevent wear. The brick slid easily out of the mould because it was sanded and these bricks are referred to as 'sand struck bricks.' The process was also referred to as slop moulding."
"The next person on the team was called an off-bearer. He would walk up to the moulding table, remove the filled mould and take it to a drying area on a pallet or barrow where it would be placed on a level bed of sand. He would then return the mould to the table and wet and sand it to receive the next brick."
Over the years a few rudimentary tools were introduced to help streamline production and
in 1830, Nathaniel Adams of Newburgh and Cornwall, NY, invented a moulding machine. However this required human or animal labor to operate.
The real break-through came in 1852, when a steam-powered machine was developed by Richard VerValen. (Scroll down for a complete section on this significant invention.)
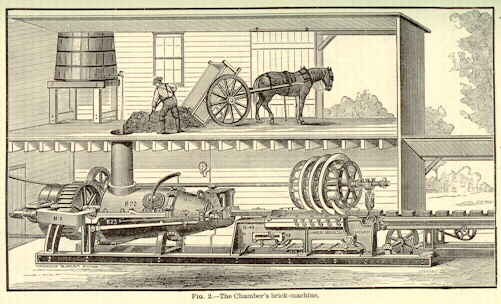
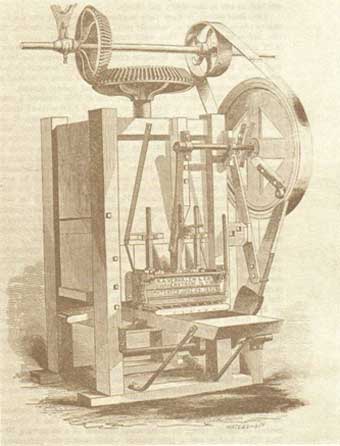
The Chambers Brick-Machine
From: Appleton's Cyclopedia of Applied Mechanics, 1892
Other early brick-making machines like this one, patented in 1863 by Cyrus Chambers of Philadelphia, used stiff mud which was forced out in long ribbons on a conveyor belt, transferred to moulds and cut by a revolving cutter.
As time progressed, up to 25 brick could be cut at a time. The brick were then stamped with the appropriate name or design.
3. DRYING THE BRICK
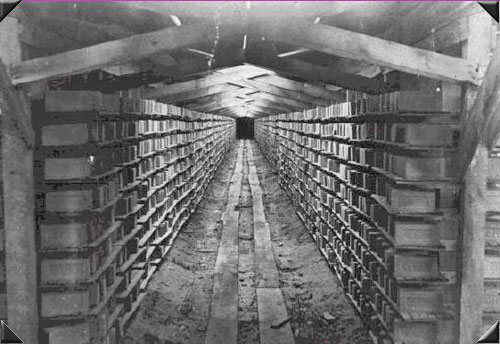
The inside of the drying shed, where bricks air-dried prior to firing.
Four crews of two workers stacked the brick on kiln carts, or brick buggies, and when the carts were loaded, other crews put the bricks in the dryers. Several types of dryers were available: dryer sheds, dryer tunnels and drying yards. Dryer sheds were located within the factory. These were rooms with large fans, run by steam engines, at each end of the shed to dry the brick. Dryers had to be kept at a constant temperature. Tunnels were also used for drying. These dried brick were called "green brick". Eighty thousand to 100,000 green brick were manufactured in a day.
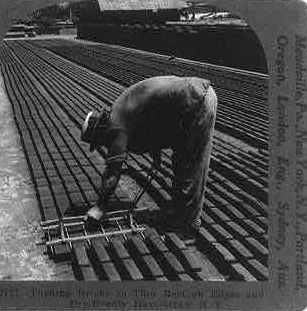
Turning bricks so they rest on edges and dry evenly,
Haverstraw, N.Y.
(Keystone View Co.)
Again quoting from Ricks-Bricks:
For yard drying, "the moulded bricks were stacked in a herring bone pattern to dry in the air and the sun. The moulded bricks were first left to dry for two days at which time they were turned over to facilitate uniform drying and prevent warping. During this time tools called dressers or clappers were used by "edgers" to to straighten the bricks and obtain a smooth surface. After four days of dry hot weather the bricks were sufficiently hard to allow them to be stacked in a herringbone pattern with a finger's width between them to allow further drying. This area was called a hack or a hackstead and the bricks were covered under roof or with straw to protect them from the rain or harsh sun. After two weeks the bricks were ready to be burned."
George V. Hutton (a descendent of the founder of the Hutton Brick Company in East Kingston, NY) describes the drying yards at the Hutton factory:
"they consisted of 10" of gravel for drainage, then 6 to 8" of blue clay on top, then 3" yellow clay on top of that and finally a coating of sand to keep the bricks from sticking. The beds were rolled flat and the workers had to remove their shoes." It would take 3 days of drying before the bricks were ready to be moved to the kiln.
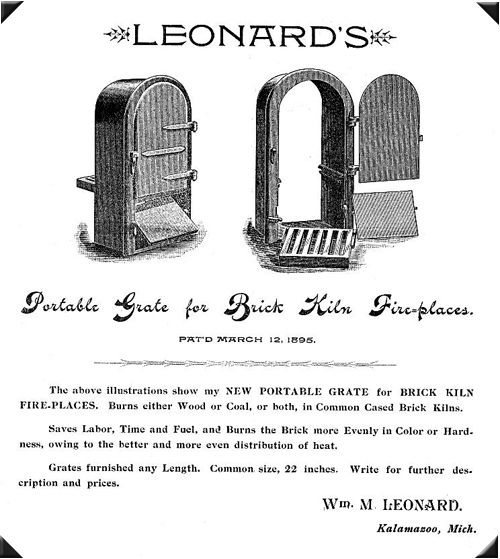
4. BURNING THE BRICK

The bricks were arranged into arches and the fire built inside the arch -- the bricks themselves were the kiln.
"If fired bricks were on hand, they were used to construct the outer walls of the kiln and the surface was daubed with mud to contain the heat. If no fired bricks were available, the kiln was constructed entirely of green or raw bricks which were stacked in such a way as to act as their own kiln. These kilns were called clamps or scove kilns. Some coal dust was added because it made them burn better, and some companies added red oxide for coloring, some didn't. The walls and top were plastered with a mixture of sand, clay, and water to retain the heat; at the top the bricks were placed close together and vented for circulation to pull the heat up through the bricks. The kilns were originally fired with wood, then some used anthracite coal, and some eventually used oil.1"
"Even after drying in air the green bricks contained 9-15% water. For this reason the fires were kept low for 24-48 hours to finish the drying process and during this time steam could be seen coming from the top of the kiln. This was called "water smoke". Once the gases cleared this was the sign to increase the intensity of the fires. If it was done too soon the steam created in the bricks would cause them to explode. Intense fires were maintained in the fire holes around the clock for a week until temperatures of 1800 degrees F were reached. The knowledge and experience of the brickmaker dictated when the fireholes would be bricked over and the heat was allowed to slowly dissipate over another week.1" The brick were baked from eight to 12 days. Each finished brick weighed approximately eight pounds. Salt was added in the kiln "eyes" while the brick baked. This changed their color and made them waterproof. When the bricks were sufficiently fired, the heat was reduced, and they were allowed to cool gradually before removal from the kiln.
Then the entire kiln was usually disassembled and the bricks were sorted. "If only raw bricks were used, the bricks from the outermost walls were kept to be burned again in the next kiln. Some bricks which were closest to the fire received a natural wood ash glaze from the sand that fell into the fires and became vaporized and deposited on the bricks. These bricks were used in the interior courses of the walls. Bricks that became severely over-burned and cracked or warped were called clinkers and were occasionally used for garden walls or garden paths.1"
"The best bricks were chosen for use on the exterior walls of the building. Those that were only slightly underfired had a salmon color and early bricklayers knew that the porosity of these bricks would help to insulate the structure and they were placed on the innermost courses of the wall.1"
5. TRANSPORTING THE BRICK
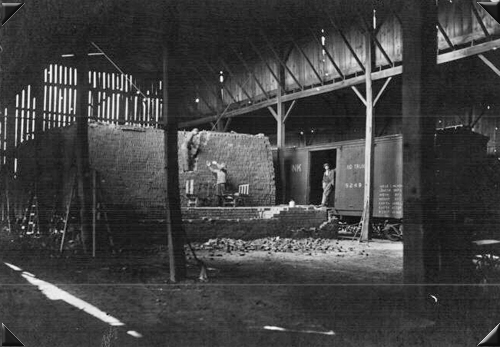
Loading bricks from a "hake" into a freight car of the CK & S Railroad
The brick was removed from the kilns on brick buggies or kiln carts. Approximately 8,100 brick could be removed at a time. The men worked in pairs, one man would toss the brick from the kiln to the second man, who would load the buggy. The brick was then stored in large stacks, called hakes, out in the open. At full production, the amount of brick produced each month equaled one million. Sometimes there were as many as five months’ inventory before all the brick were shipped out. Eighty thousand brick were shipped per day. Each railroad car contained from 8,000 to 10,000 brick. The railway cars were loaded by hand with the brick buggies. Two men could load a car in one day.
Other yards shipped the finished brick via schooners or barges.
Astoria, Queens was a major distribution center for the New York City area.
Brickmaking on Cape Cod
How Bricks Are Made Today

|